Category
Inquiry
Fill in this form or click the service online, all questions will be answered.
Fill in this form or click the service online, all questions will be answered.
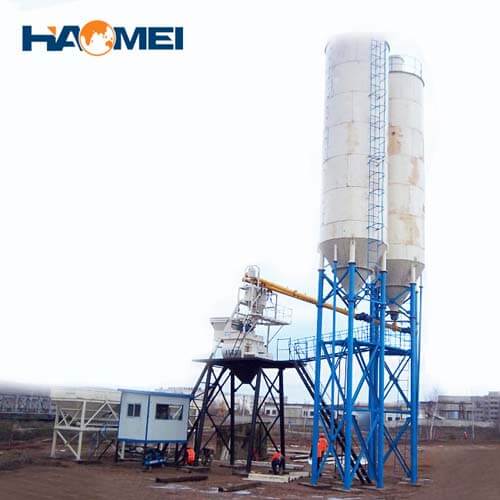
Concrete mixing plants play a crucial role in the construction industry, providing the necessary components for creating durable and high-quality concrete. Among the various types available, the 80-100 m3/h concrete mixing plant stands out as an efficient and reliable option. This essay will delve into the features, benefits, and applications of this particular plant, highlighting its significance in modern construction.

1. Capacity and Output:
The 80-100 m3/h concrete mixing plant is designed to produce a substantial volume of concrete per hour, making it suitable for medium to large-scale construction projects. With a capacity of 80 to 100 cubic meters per hour, this plant ensures a steady and continuous supply of concrete, meeting the demands of high-volume construction sites.
2. Efficiency and Productivity:
One of the key advantages of the 80-100 m3/h concrete mixing plant is its efficiency. Equipped with advanced technology and automated processes, this plant minimizes human error and maximizes productivity. The precise measurement and mixing of materials, coupled with the automated control system, guarantee consistent and high-quality concrete production.
3. Versatility:
The 80-100 m3/h concrete mixing plant is versatile in its application, catering to a wide range of construction needs. It can produce various types of concrete, including plain, reinforced, and precast concrete, allowing for flexibility in project requirements. Additionally, it can accommodate different aggregate sizes and types, enabling customization to suit specific construction demands.
4. Durability and Reliability:
In the construction industry, durability and reliability are paramount. The 80-100 m3/h concrete mixing plant is built to withstand the rigors of continuous operation. Its robust structure, reinforced components, and high-quality materials ensure long-term functionality, minimizing downtime and maintenance costs. This reliability allows construction projects to progress smoothly and meet deadlines efficiently.
5. Environmental Considerations:
In recent years, sustainability and environmental consciousness have become increasingly important in construction practices. The 80-100 m3/h concrete mixing plant incorporates features that reduce environmental impact. These include dust collection systems, noise reduction measures, and water recycling capabilities, all contributing to a greener and more eco-friendly construction process.
6. Cost-effectiveness:
Efficiency and productivity translate into cost-effectiveness, making the 80-100 m3/h concrete mixing plant a wise investment. By streamlining the concrete production process, reducing material wastage, and minimizing labor requirements, this plant optimizes resource utilization and lowers overall project costs. Its long lifespan and minimal maintenance needs further contribute to its economic viability.
The 80-100 m3/h concrete mixing plant is a highly efficient and versatile solution for medium to large-scale construction projects. With its substantial capacity, reliability, and environmental considerations, it ensures a steady supply of high-quality concrete while minimizing costs and maximizing productivity. As the construction industry continues to evolve, the 80-100 m3/h concrete mixing plant remains a pivotal component in the pursuit of efficient, sustainable, and successful construction practices.
Copyright © 2026 By Haomei Machinery Equipment Co., Ltd.. All Rights Reserved sitemap